

MATBAA ÖZELLİKLER
ÇALIŞABİLİR ÜRÜN GENİŞLİĞİ : 1250 mm
ÇALIŞABİLİR BASKI GENİSLİĞİ : 1200 mm
BASKI ÜNİTESİ : 4 Renk
ÇÖZÜCÜ TANSİYON : Min 25 – Max 400 Nm
BASKI YAPABİLME KABİLİYETİ : 4+0
BASKI TEKRARI : 250 – 750 mm
DİŞLİ ADIMI : 5 mm
KLİŞE KALINLIĞI : 1,14 mm
MAKİNE MEKANİK HIZI : 120 m/min
BASKI HIZI : 120 m/min
ÇÖZÜCÜ GRUBU
1 Adet Çözücü Ünite ( Ana Gövde Akuple )
Transdücer cetvel balerin ve oransal kontrollü havalı fren
Otomatik kenar kontrol (ultrasonic kontrol )
Max Çözücü Çapı 1200 mm
Hidrolik yükleme boşaltma
ROTARY BICAK
· ÜRÜN KESME SİSTEMİ : ÇİFT BICAK ROTARY CUT
· ÜRÜN KAGIT GENİSLİGİ : 1050 MM
· ÜRÜN KAGIT HIZI : 120 Mt/dak
· BOY KESİM : MANYETİK TANBUR ÜSTÜ MANYETİK BIÇAK
· BOY KESME : 518-628 MM (bütün bardaklar için uygun değerdir)
· BOY AYARLAMASI : SERVO KONTROL
· ÜRÜN CEKME SİSTEMİ : SERVO MOTOR
· BICAK BASKI SİSTEMİ : HİDROLİK KONTROL
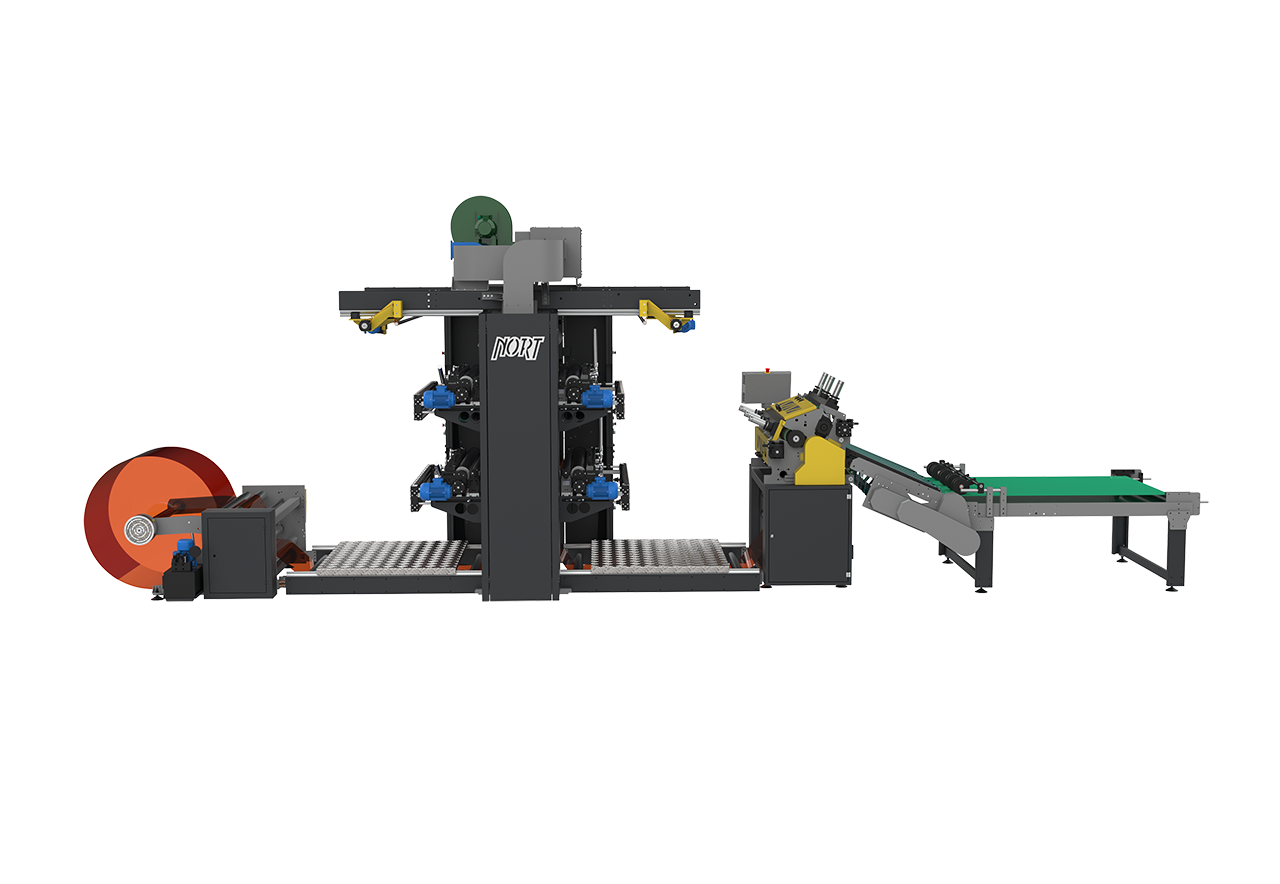
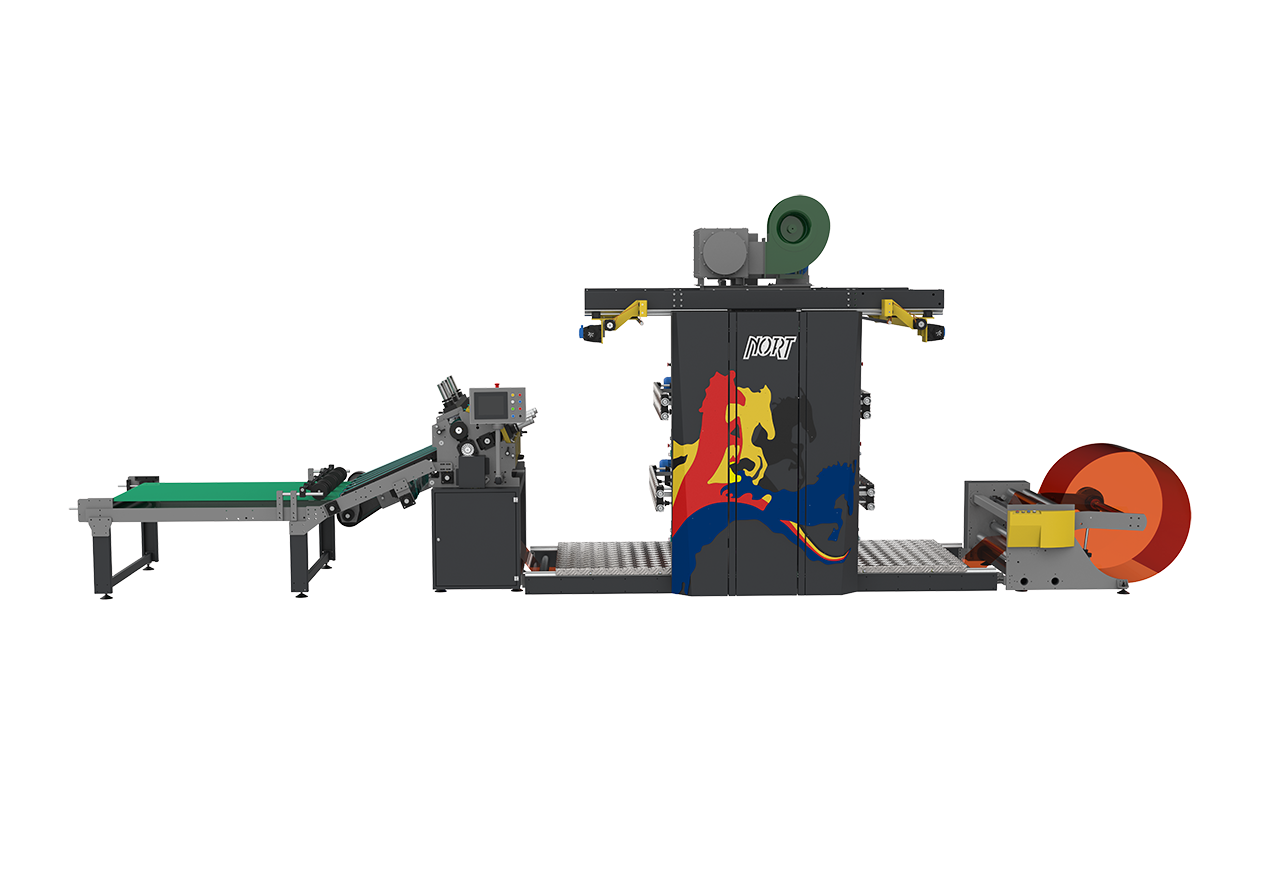
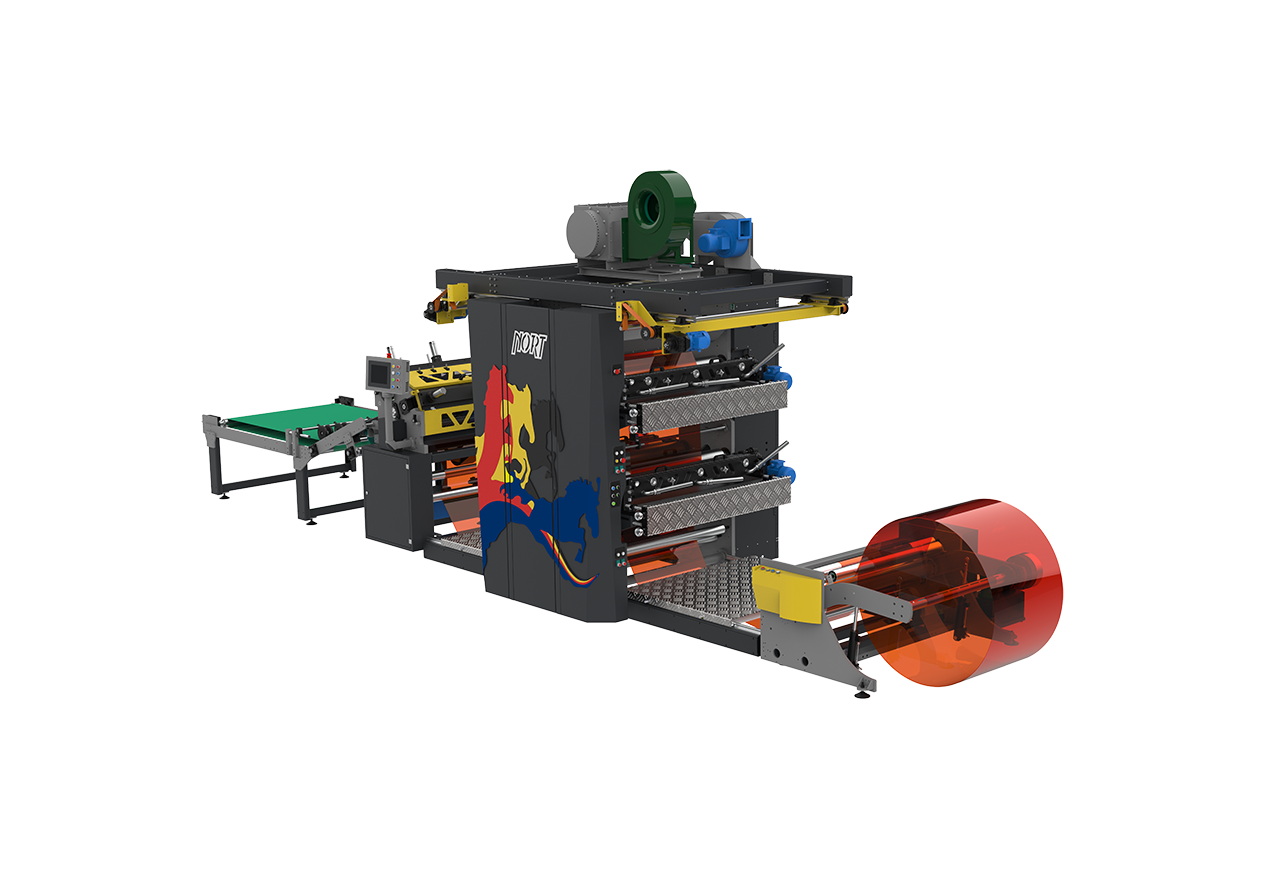
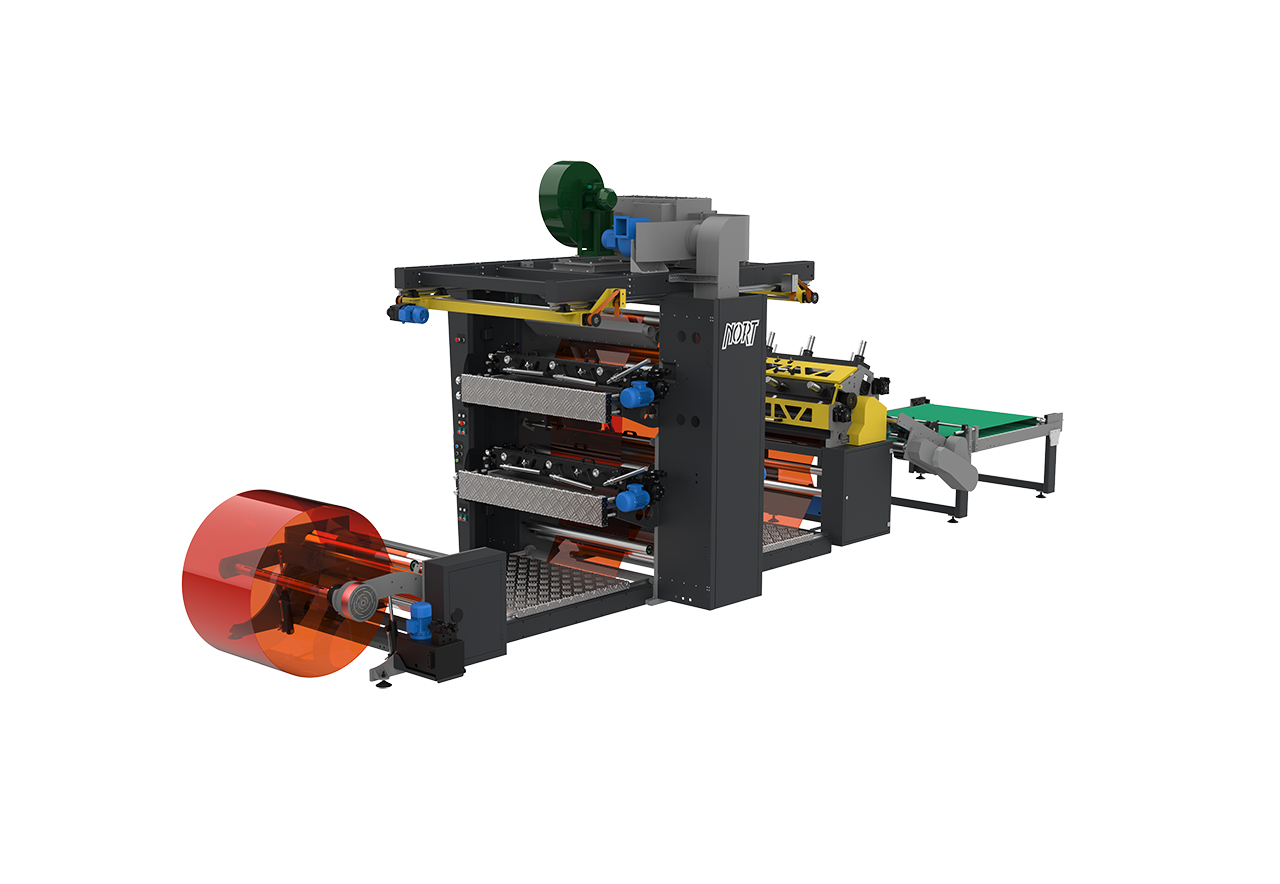
MAKİNA ÇALİŞMA SİSTEMİ
ROTARY DİE CUT GRUBU : makine de bu çalışma şekli seçilirse; 1100mm genişliğindeki çözücü gruplarındaki bobinleri 4 renk kapalı rakle stack flexo sistemle 120 mt/dk hızla baskı basarak , makine arkasındaki alt ürün yolundan rotary die cut ünitesine gelir. Burada kâğıt otomatik web kontrol ile bıçak hizalaması sağlanır ve çift bıçak ünitesine girer. (Bu ünite çift manyetik tamburdan oluşur. Ve üzerine blanket bıçak bağlanarak çalışır. Bıçakların boy kesme desen ayarı servo ile hizalanır. Bıçakların birbirine desen girmesi mekanik olarak sağlanır. Desen değişiminde manyetik tamburlar, üst kısımdaki kayar vinç yardımı ile değiştirilir.) bıçak tamburlarından çıkan kâğıt, ayarlanabilir 5 yollu vakumlu ara açıcı konveyör ile kesilen ürünlerin arası açılır ve arkasındaki balıksırtı dizim konveyörüne aktarılır. (Kesinden kalan kesim kenarları (fire) konveyör altına düşürülür.) Burada hizalanan kesimler arka toplama asansörüne ayarlanabilir kılavuzlar yardımı ile dizilir. Burada dizim esnasında ürünü havalandıran yan tokatlama sistemi vardır. Dizme adedi tamamlandığında, balıksırtı konveyörün altındaki tarak sistemi ileri çıkarak dizim işlemini üzerine alır. Bu esnada asansör üzerine dizilmiş balyayı aşağıya inerek balyayı bekleme konveyörüne bırakır. Ve yukarıya doğru çıkarak, tarak üzerindeki dizimi üzerine alır. Boşa çıkan tarak konveyörün altındaki istasyona geri döner. Bu sayede baskı ve makine durmadan nonstop çalışır. Asansör her aşağıya inmesinde bekleme konveyörü bir ürün boyunda kayar ve ürün yedekler.










