


PRINTING FEATURES
WORKABLE PRODUCT WIDTH : 1 250 mm
WORKABLE PRINTING WIDTH : 1200 mm
PRINTING UNIT : 4 Colors
SOLVENT TENSION : Min 25 – Max 40 0 Nm
PRINTING ABILITY : 4+0
PRINT REPEAT : 250 – 750 mm
GEAR PITCH : 5 mm
PLATE THICKNESS : 1.14 mm
MACHINE MECHANICAL SPEED : 120 m/min
PRINTING SPEED : 120 m/min
SOLVENTOR GROUP
1 Solver Unit (Main Body Coupled)
Transducer ruler ballerina and proportional controlled air brake
Automatic edge control (ultrasonic control)
Max Solver Diameter 1200 mm
Hydraulic loading and unloading
ROTARY KNIFE
· PRODUCT CUTTING SYSTEM : DOUBLE BLADE ROTARY CUT
· PRODUCT PAPER WIDTH: 1050 MM
· PRODUCT PAPER SPEED: 120 Mt/min
· CUTTING TO LENGTH : MAGNETIC BLADE ON MAGNETIC TANBUR
· CUTTING TO LENGTH : 518-628 MM (suitable for all glasses)
· HEIGHT ADJUSTMENT: SERVO CONTROL
· PRODUCT PULLING SYSTEM : SERVO MOTOR
· BLADE PRESSURE SYSTEM : HYDRAULIC CONTROL
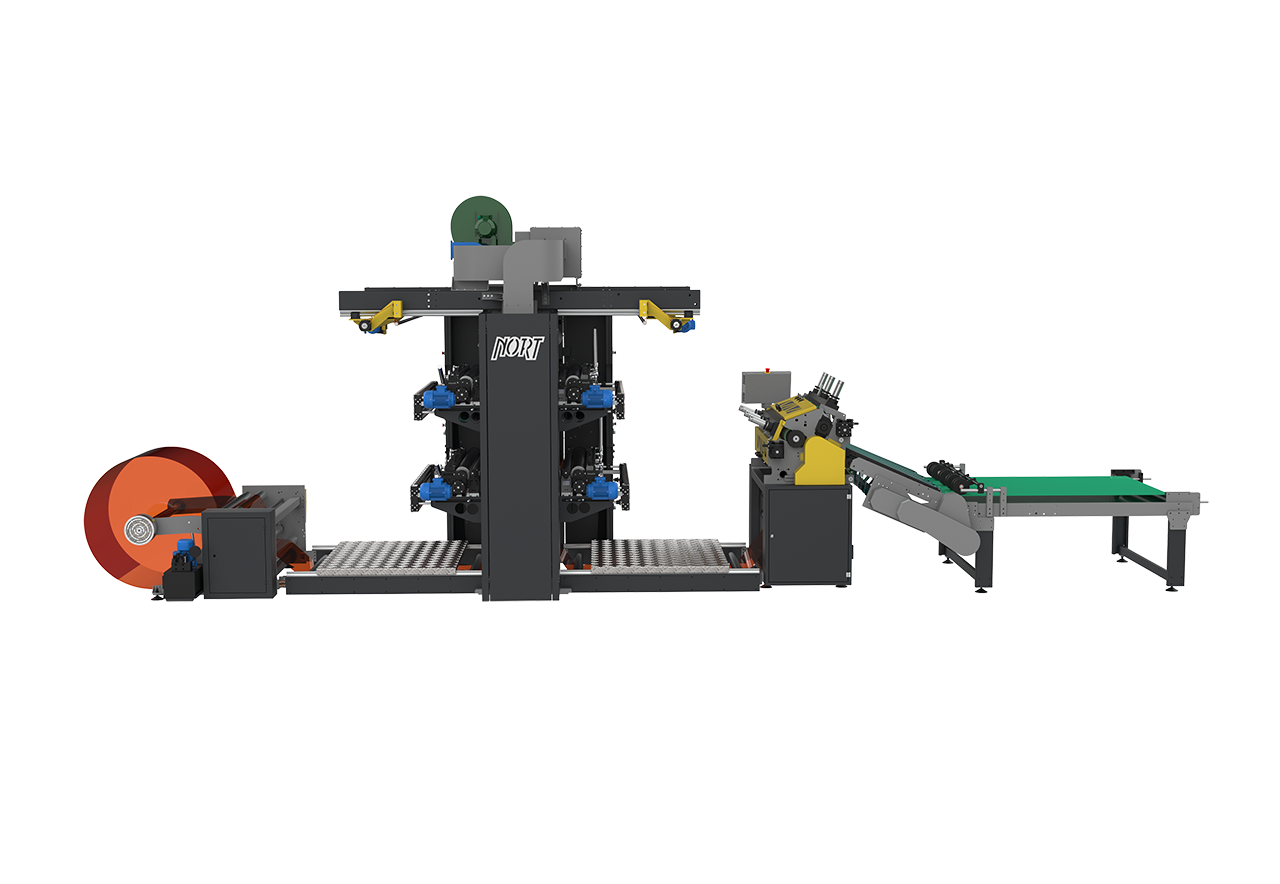
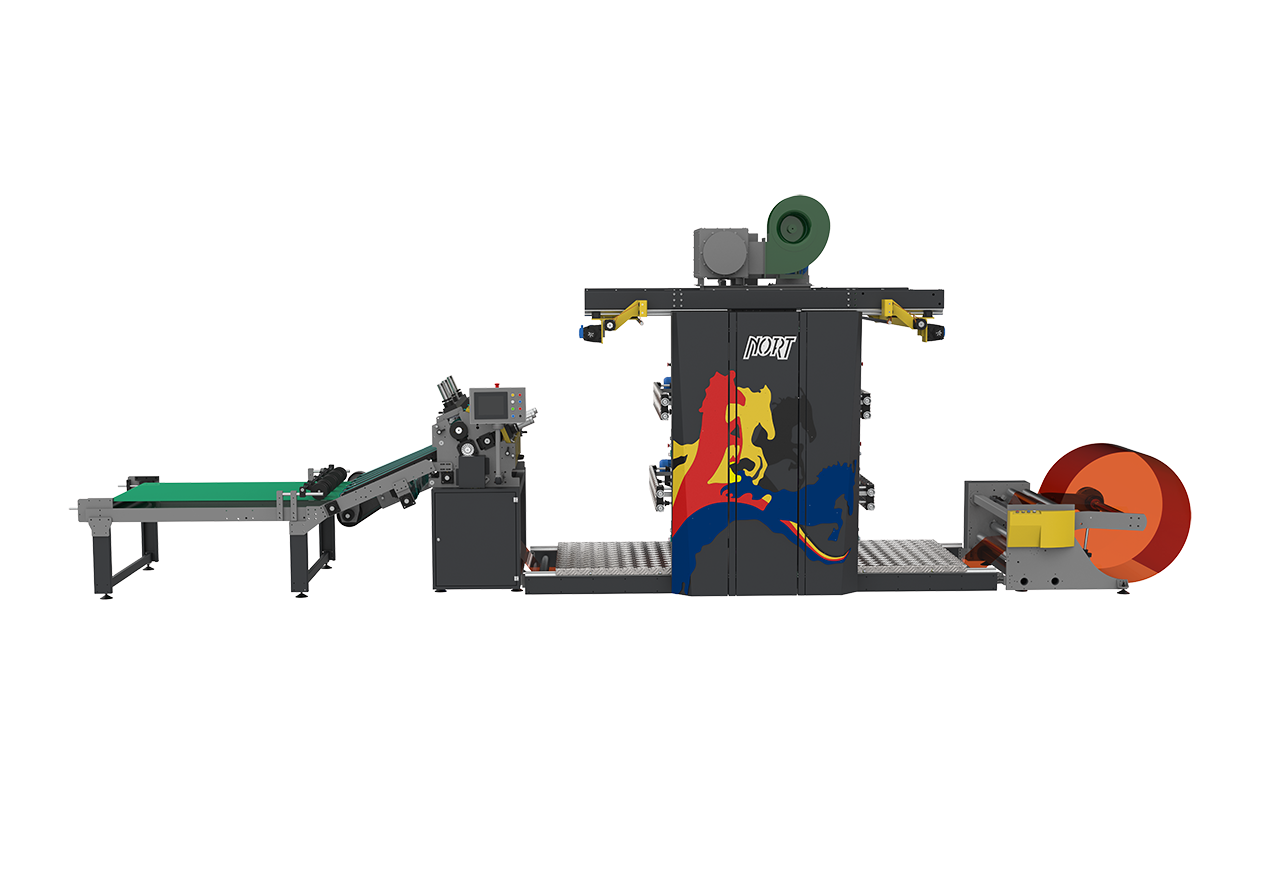
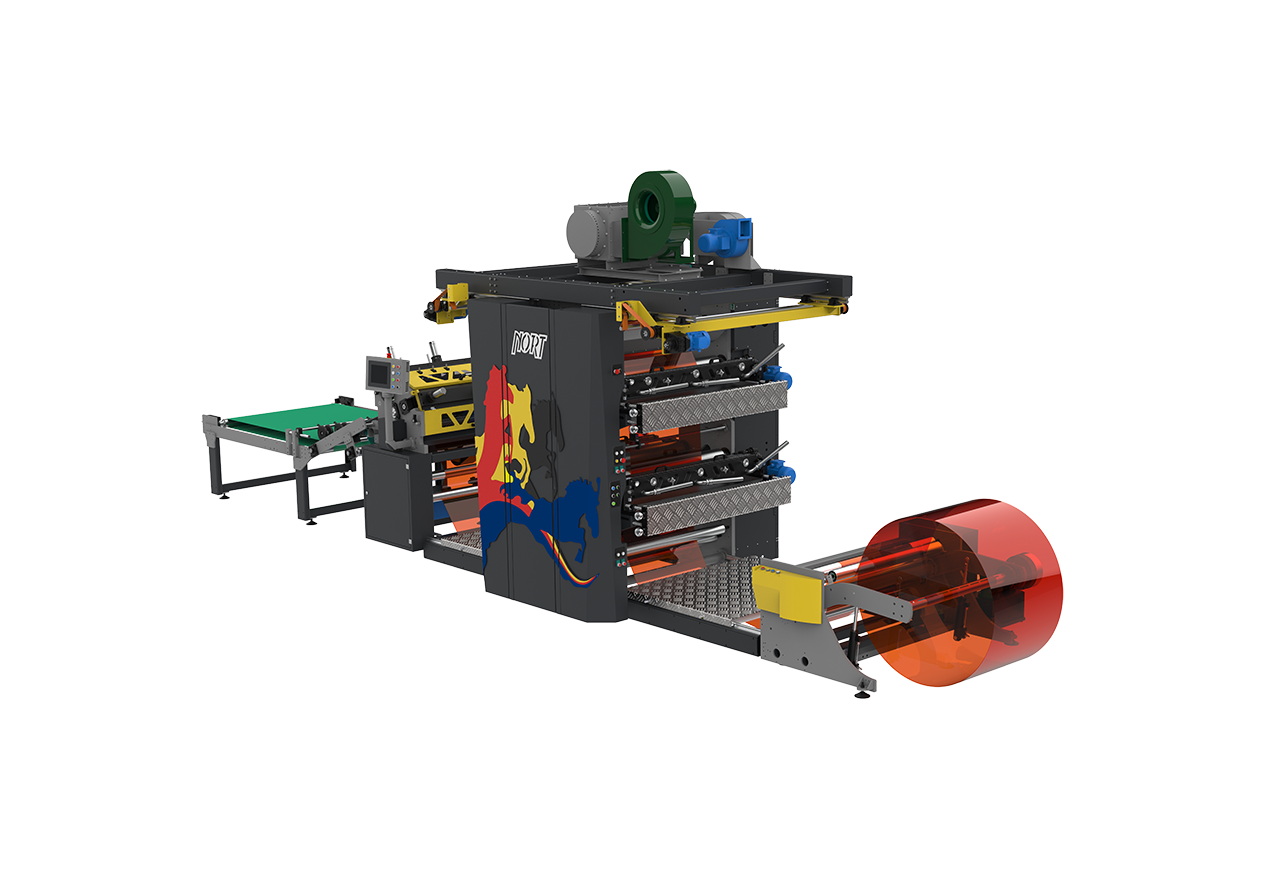
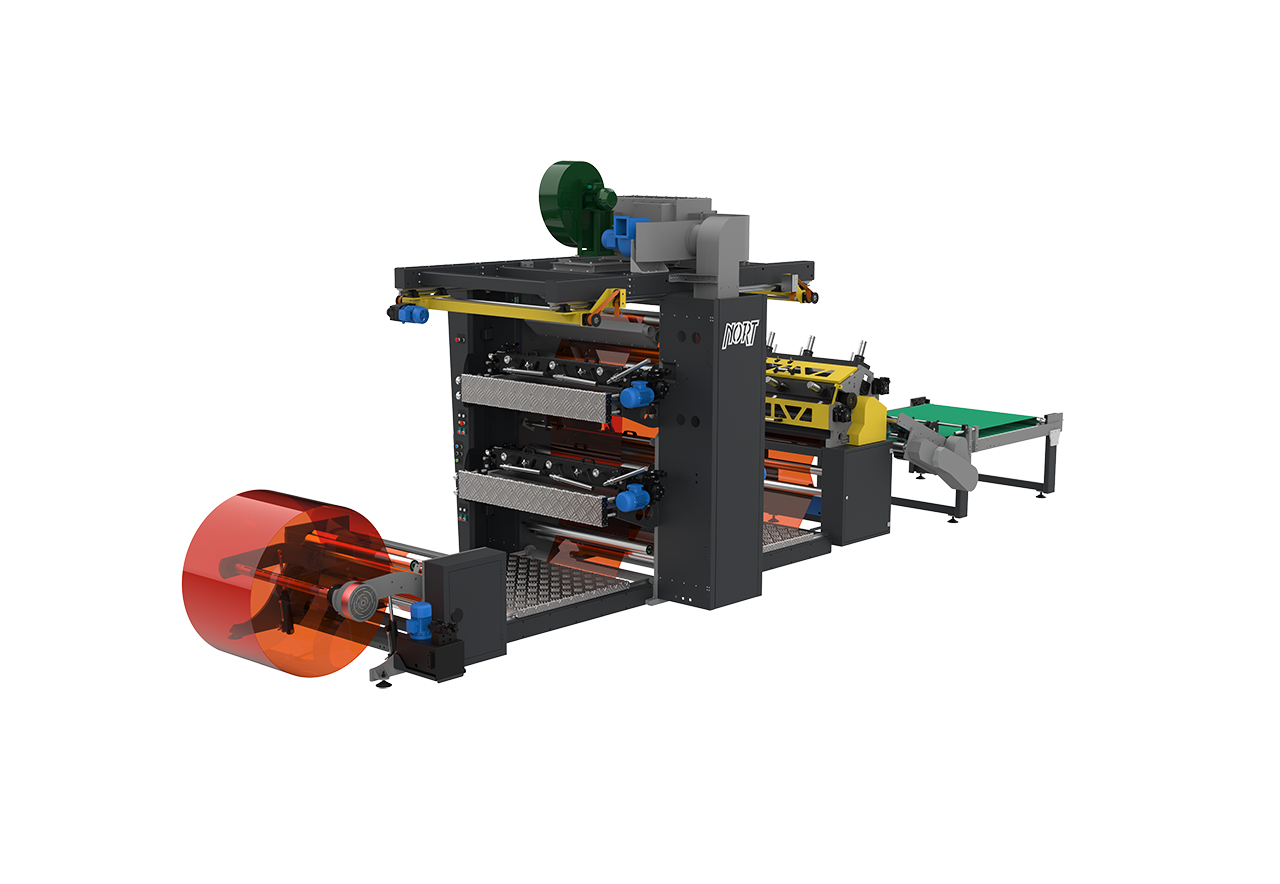
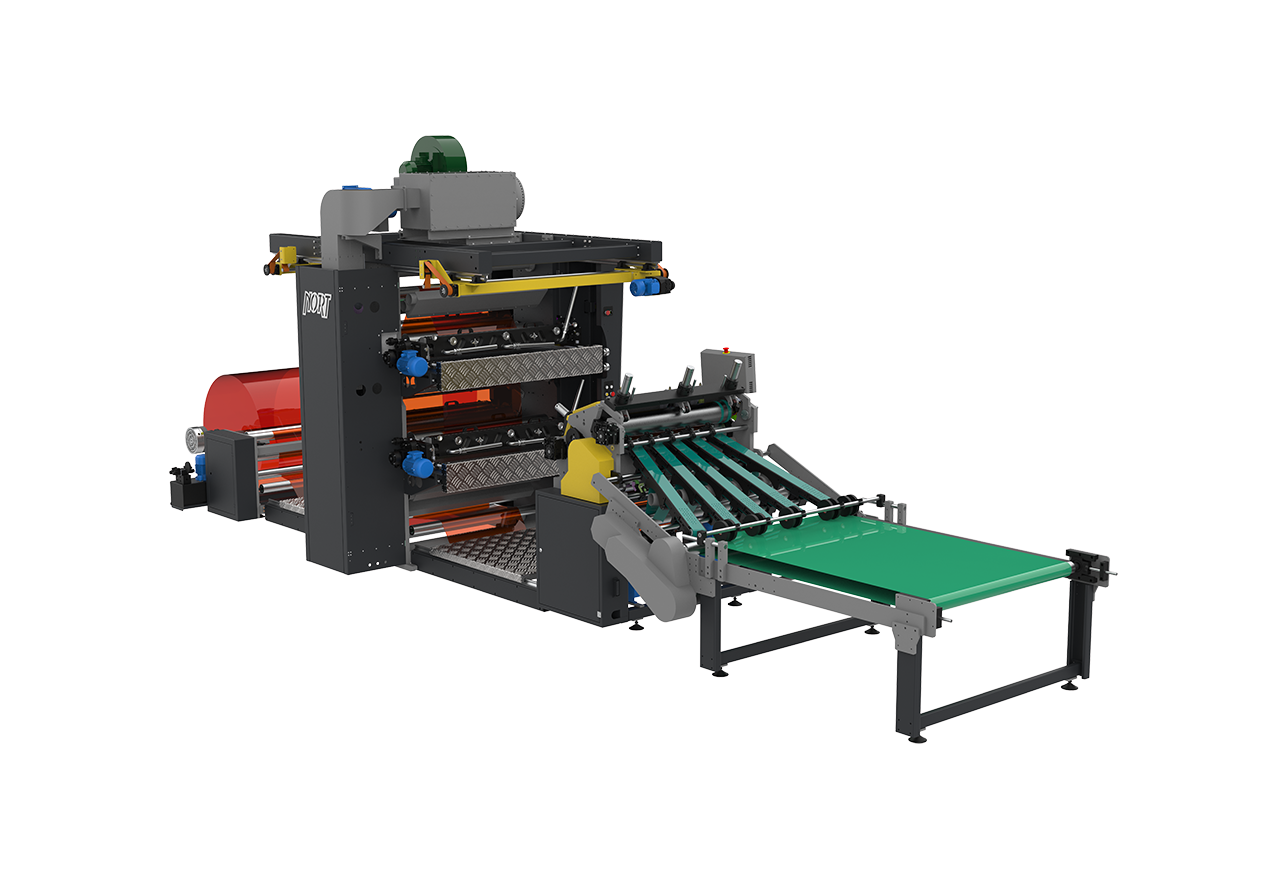
MACHINE WORKING SYSTEM
ROTARY DIE CUT GROUP: If this working type is selected in the machine; 1100mm wide unwinder The bobbins in the groups are pressed with 4 color closed squeegee stack flexo system at 120 mt/min speed and come to the rotary die cut unit from the lower product path behind the machine. Here, the paper is aligned with automatic web control and enters the double knife unit. (This unit consists of double magnetic drums. And it works by connecting a blanket knife to it. The length cutting pattern adjustment of the blades is aligned with servo. The pattern insertion of the blades into each other is provided mechanically. During the pattern change, the magnetic drums are changed with the help of the sliding crane on the upper part.) The paper coming out of the knife drums is separated from the cut products with the adjustable 5-way vacuum spacer conveyor and transferred to the herringbone stacking conveyor behind it. (The remaining cut edges (waste) from the cut are dropped under the conveyor.) The aligned cuts here are stacked on the rear collection elevator with the help of adjustable guides. There is a side slapping system here that ventilates the product during stacking. When the stacking number is completed, the comb system under the herringbone conveyor moves forward and takes over the stacking process. In the meantime, the elevator descends the bale arranged on the waiting conveyor and leaves the bale on the waiting conveyor. And it ascends upwards and takes the arrangement on the comb. The comb that is left empty returns to the station under the conveyor. In this way, the press and the machine work non-stop without stopping. Each time the elevator descends, the waiting conveyor slides one product length and the product backs up.










